

آلة تشكيل اللفائف الأوتوماتيكية عالية الجودة والتعبئة المخصصة من SIHUA
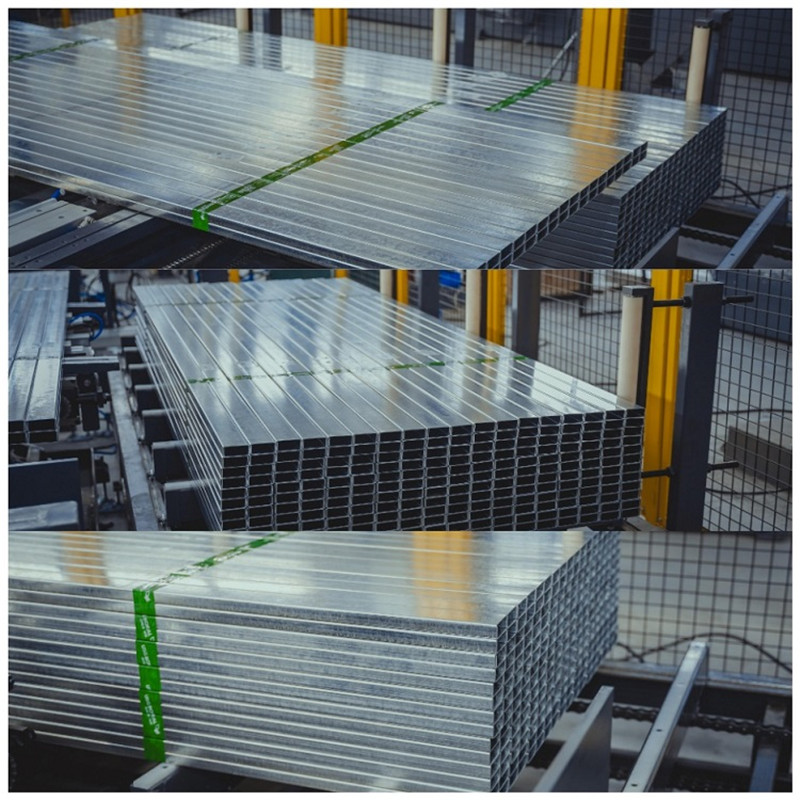
عارضة الفولاذ الخفيف هي هيكل معدني للبناء، يُدرَج بالتبريد باستخدام شريط من الألمنيوم والزنك عالي الجودة، يُغلَّف بالغمس الساخن. تُشكَّل زخرفة الجدار النهائي غير المُحمَّل من ألواح الجبس الورقية، وألواح الجبس المزخرفة. مناسبة لنمذجة زخارف أسقف المباني المختلفة، والجدران الداخلية والخارجية، والمواد الأساسية للأسقف المُغطاة.
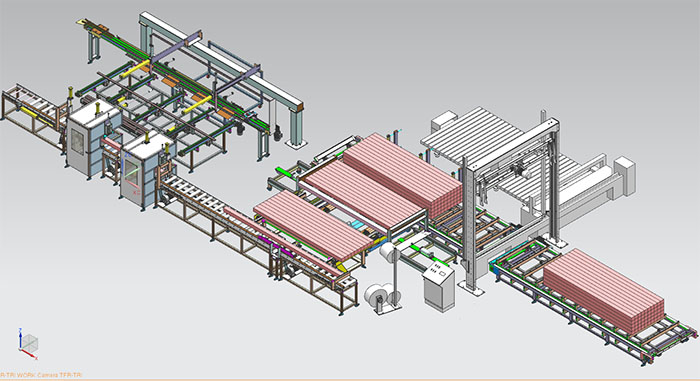
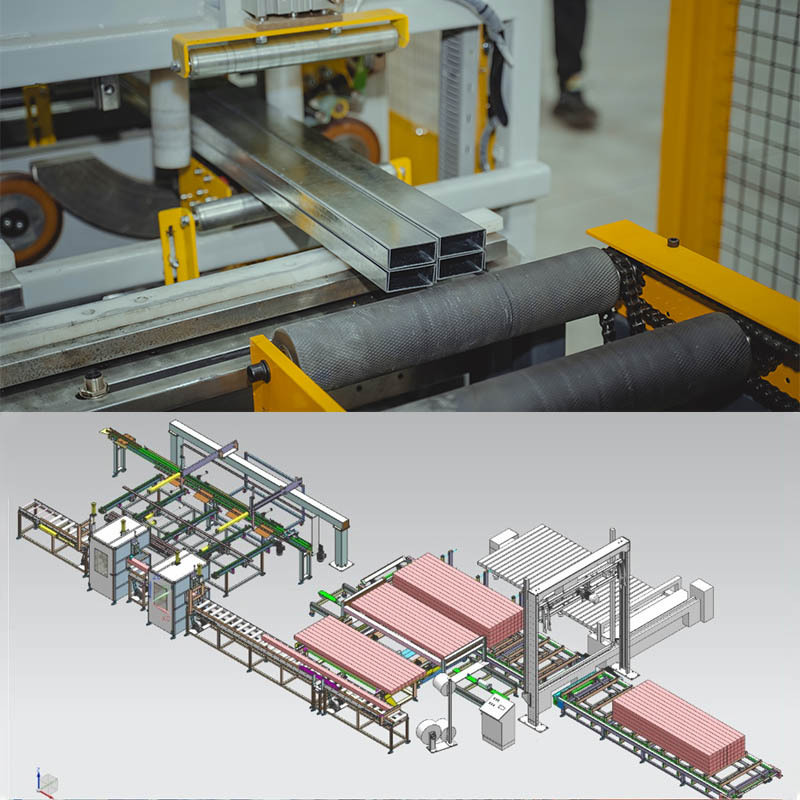
عملية الإنتاج: جهاز فك اللفائف ← ملف تشكيل اللفائف ← طاولة القطع ← طاولة التعبئة (يتم توفير الطاقة للنظام الهيدروليكي) ويتم التحكم في جميع الأجزاء بواسطة نظام التحكم الكهربائي.


| آلة تشكيل اللفائف | منتج | سرعة الإنتاج المجمعة * | مقاييس قابلة للتصنيع | نوع الخطاف | التوافق | ||
| د54 | T4 | كروس تي والعداء الرئيسي | 10 م/دقيقة | 0.2 - 0.6 ملم | خطاف متكامل | أكثر | |
| د57 | T4 | الصليب تي | 31 م/دقيقة | 0.2 - 0.6 ملم | خطاف متكامل | أكثر | |
| د58د | T4 | الصليب تي | 32 م/دقيقة | 0.2 - 0.6 ملم | خطاف سبيكة | أكثر | |
| د59د | T4 | العداء الرئيسي | 34 م/دقيقة | 0.2 - 0.6 ملم | خطاف متكامل | أكثر | |
| د51 | T4 | كروس تي والعداء الرئيسي | 30 م/دقيقة | 0.2 - 0.6 ملم | خطاف متكامل | أكثر | |
| نظام الأتمتة | |||||||
| DA5MR | نظام التعبئة والتغليف بصناديق الكرتون الرئيسية | د59د | أكثر | ||||
| DA5CT | نظام تغليف صناديق الكرتون Cross T | د57، د58د | أكثر | ||||
يحتوي نظام التعبئة التلقائي على
● نظام التقليب التلقائي الأول
● ملف تعريف الترابط التلقائي الثاني
● نظام التكديس التلقائي الثالث
● نظام ناقل الحركة الأوتوماتيكي الرابع
يقوم العنصر الأول في آلة تشكيل أسطوانات التعبئة بتجميع عدة مقاطع تلقائيًا في عبوة صغيرة. ثم تُرسل العبوة إلى منطقة التجميع لتثبيتها بإحكام. ومن هناك، تنتقل إلى آلة ثالثة تُكدس هذه العبوات في طبقات لتكوين عبوة كبيرة واحدة (الحزمة الرئيسية). يمكن الآن تجميع العبوة الرئيسية يدويًا أو إرسالها تلقائيًا إلى آخر آلة في النظام، وهي آلة التجميع التلقائي.