




ماكينة تشكيل شبكة السقف على شكل حرف T
اسم الجهاز:
آلة تشكيل اللفائف الرئيسية ذات الشبكة الرئيسية عالية السرعة ومتعددة المواصفات عن طريق تغيير وحدة تشكيل اللفائف (COMBI).
وحدة تشكيل بالبكرات باستخدام علبة تروس
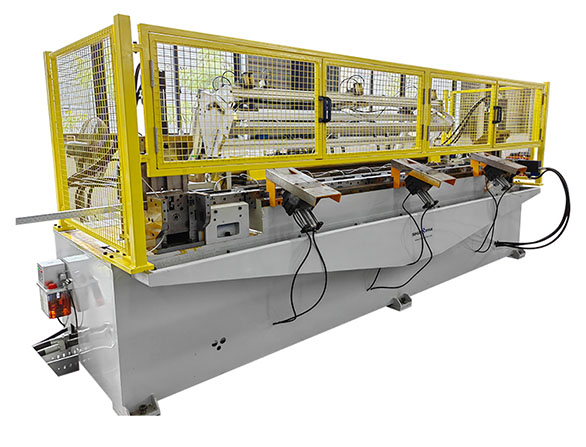
1.1. يمكن مراقبة خط إنتاج قضبان T بواسطة وحدة تحكم منطقية قابلة للبرمجة (PLC). في حال وجود أعطال في خط الإنتاج، ستقوم وحدة التحكم المنطقية بتحديدها، مما يسهل على العمال صيانته.
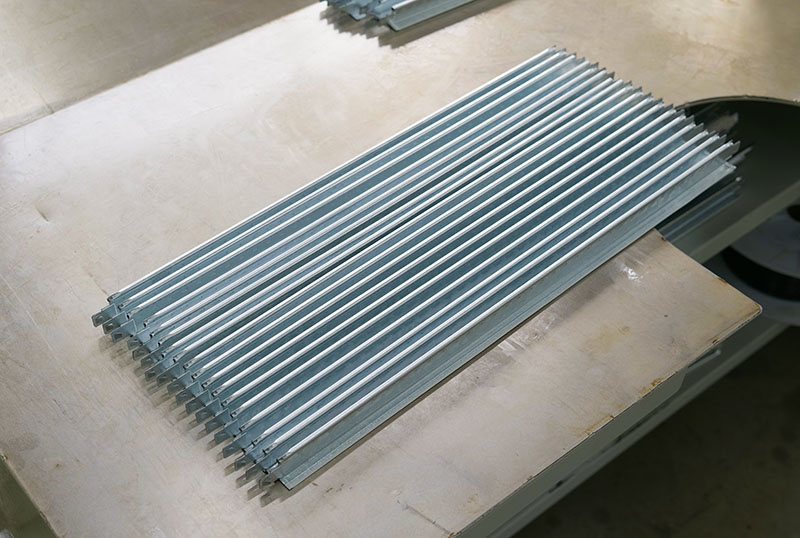
1.2. تتراوح سرعة إنتاج قضبان T بين 0 و60 مترًا في الدقيقة. أما متوسط سرعة إنتاج قضبان T المتقاطعة فهو 36 مترًا في الدقيقة. يمكن إنتاج 6 قطع بطول 3660 مم (12 قدمًا) في الدقيقة الواحدة، بينما يمكن إنتاج 40 قطعة بطول 1200 مم (4 أقدام) في الدقيقة الواحدة.
1.3. يمكن استبدال وحدات تشكيل الأسطوانات ذات المواصفات المختلفة (6) في غضون 30 دقيقة، ويمكن إنتاج مواصفات 24X32H إذا تمت إضافة مجموعة واحدة من وحدات تشكيل الأسطوانات (6).
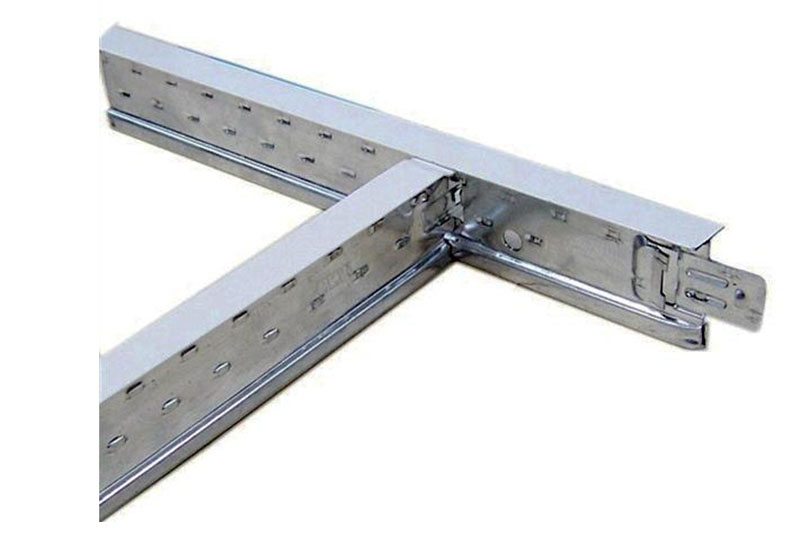
رسم المنتج:
المقطع الجانبي الرئيسي على شكل حرف T 38h *24*3600mm/3700mm.
مقطع عرضي على شكل حرف T، ارتفاع 38 بوصة × 24 بوصة × 600/1200 مم.
نقوم بتصميم الآلة وفقًا للرسم الذي أكدته.
1. جهاز فك اللفائف المزدوج الآلي (لفائف الفولاذ المطلية)
1.1. سعة التحميل: 1500 كجم × 2
1.2. مواصفات اللفة: القطر الخارجي 2000 مم، القطر الداخلي 508 مم. عرض لفة الفولاذ المطلي: 100 مم
1.3. عن طريق لف الملف يدويًا لشد اللفة
1.4. مدفوع بالمحرك
1.5. المحرك المُدار: 1.5 كيلوواط
2. جهاز فك اللفائف المزدوج المزود بمحرك (لفائف الفولاذ المجلفن)
2.1. سعة التحميل: 3000 كجم × 2
2.2. مواصفات الملف: القطر الخارجي 1500 مم، القطر الداخلي 508 مم، العرض: 150 مم.
2.3. عن طريق لفها باليد لشد اللفة.
2.4. مدفوع بالمحرك
2.5. المحرك المُدار: 1.5 كيلوواط

تعمل وحدات تشكيل الأسطوانات بسرعة عالية، لذلك نحتاج إلى وحدة تخزين لحماية المحرك والمخفض وإطالة عمرهما.

تبلغ قدرة المحرك 15 كيلوواط، والعلامة التجارية هي ABB.
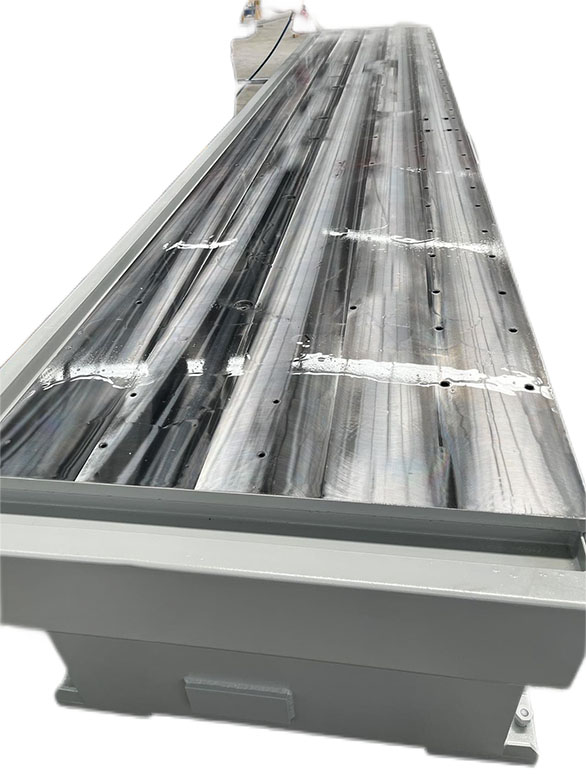
المادة الأساسية للآلة هي فولاذ Q345-B، وقد خضعت لمعالجة حرارية كاملة للقضاء على القوة الداخلية من أجل عمر أطول للآلة.
تستخدم طاولة عمل الآلة معالجة CNC كبيرة الحجم للحصول على مستوى عالٍ من الدقة، وتفاوت مسطح في حدود 0.05 مم، والمسافة في حدود 0.02 مم في وحدات تشكيل الأسطوانة أو دبوس التثبيت.
وحدات تشكيل الأسطوانات (COMBI) مثبتة على قاعدة الماكينة. ويمكن استبدال وحدات COMBI وفقًا لأحجام قضبان T المختلفة.
محطة تشكيل بالدرفلة 16+ 5 بكرات مساعدة، مادة البكرة هي CR12MOV1(SKD11) معالجة حرارية بالتفريغ 58-62 HRC.
تعتمد آلة تشكيل اللفائف على هيكل علبة تروس كاملة لإطالة عمر الآلة.
يبلغ قطر قلب العمود 40 مم، والمادة المستخدمة هي 40 CR عن طريق المعالجة الحرارية بالتبريد.
مادة إطار الحائط: Q345 - B، معالجة CNC، معالجة حرارية.
عدد مقاعد التمليس: مجموعة واحدة، الاستخدام لتمليس الملامح من الأعلى والأسفل، والأمام والخلف، واليسار واليمين.
سرعة خط التشكيل من 0 إلى 80 متر/دقيقة. يمكن التحكم في السرعة السريعة أو البطيئة تلقائيًا.

يستخدم قالب التثقيب مادة SKD11 مع المعالجة الحرارية بالتفريغ، وصلابته تتراوح بين 58 و62 HRC.
قم بتركيب 6 قطع من قوالب ثقب الورق.
طول القطع 3600 مم فتحات تثبيت قضيب T، موصل عن طريق التثقيب الهيدروليكي، يقوم الروبوت بنقل قضيب T المثقوب إلى طاولة التكديس.
قدرة المحرك: 15 كيلوواط، ماركة المحرك: ABB
ضغط تشغيل المضخة: 140 كجم، التدفق الهيدروليكي: 65 لتر، العلامة التجارية: ريكسروث (ألمانية).
أسطوانات زيت، الكمية: 9 قطع
المُجمِّع: 25 لترًا، العلامة التجارية: OLAER (فرنسية)
مستشعر الضغط، IFM (ألماني)؛ الصمام الكهرومغناطيسي: Rexroth (ألماني)
العلامة التجارية للترشيح هي باركر (الولايات المتحدة الأمريكية) 10.7، ويتم تبريد الزيت بالماء أو بالهواء (حسب الطلب).

العلامات التجارية لشركة PLC: ميتسوبيشي (اليابان).
وحدة التحكم في القص: الإيطالية (SIHUA).
قدرة محول التردد: 15 كيلو واط، العلامة التجارية: ياسكاوا (اليابان)
ماركة المرحلات والقواطع: شنايدر.
واجهة الإنسان والآلة (شاشة اللمس) العلامة التجارية: KINCO، الحجم 10.4 بوصة.
خزانة كهربائية، موصولة بسلك خارجي بواسطة قابس سريع.








فئات المنتجات
-

مواصفات متعددة أوتوماتيكية عالية السرعة ...
-

ماكينة تشكيل قضبان التوصيل المتقاطعة المصنوعة من السبائك
-

معدات تشكيل أسقف شبكة T من شركة سيهوا
-

سقف معلق أوتوماتيكي طويل وقصير متقاطع...
-

سقف بتقنية إيطالية من شركة سيهوا، رئيسي وعرضي...
-

لفائف شبكة السقف الرئيسية من شركة SIHUA ذات الجودة العالية في شنغهاي...