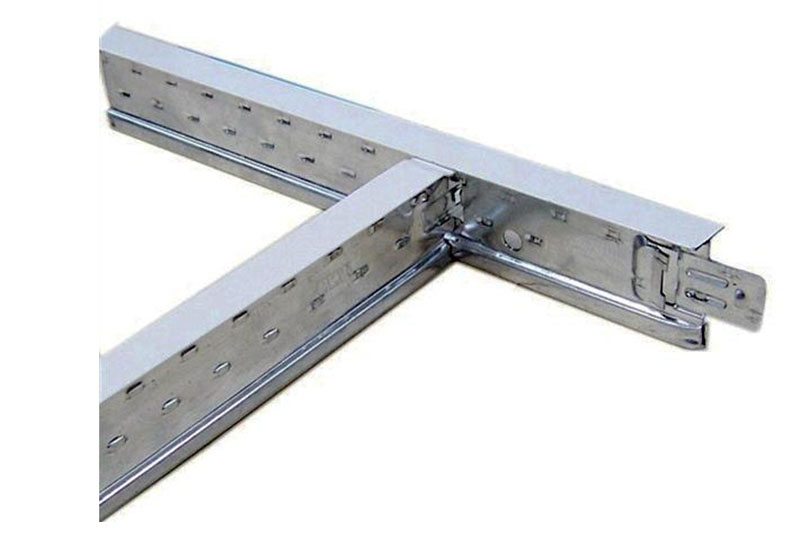
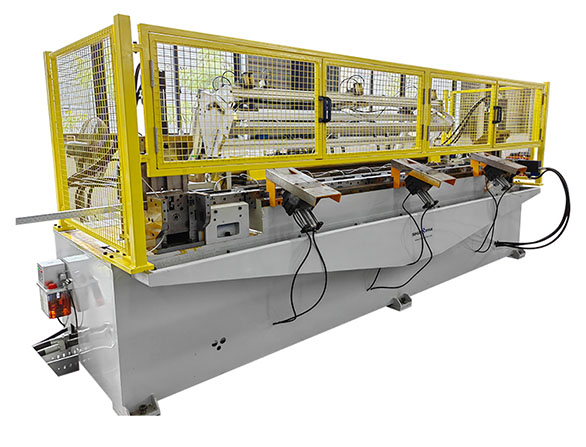
آلة تشكيل شبكة السقف على شكل حرف T
اسم الجهاز:
آلة تشكيل الشبكة الرئيسية ذات السرعة العالية الأوتوماتيكية متعددة المواصفات عن طريق تغيير مجموعة واحدة من وحدة تشكيل الأسطوانة (COMBI).
وحدة تشكيل الأسطوانة باستخدام علبة التروس
١.١. يُمكن مراقبة خط إنتاج قضبان T بواسطة وحدة التحكم المنطقية القابلة للبرمجة (PLC). في حال وجود أي خلل في خط إنتاج قضبان T، يُحدد جهاز التحكم المنطقية القابلة للبرمجة (PLC) الخلل. كما يُسهّل على العمال صيانته.
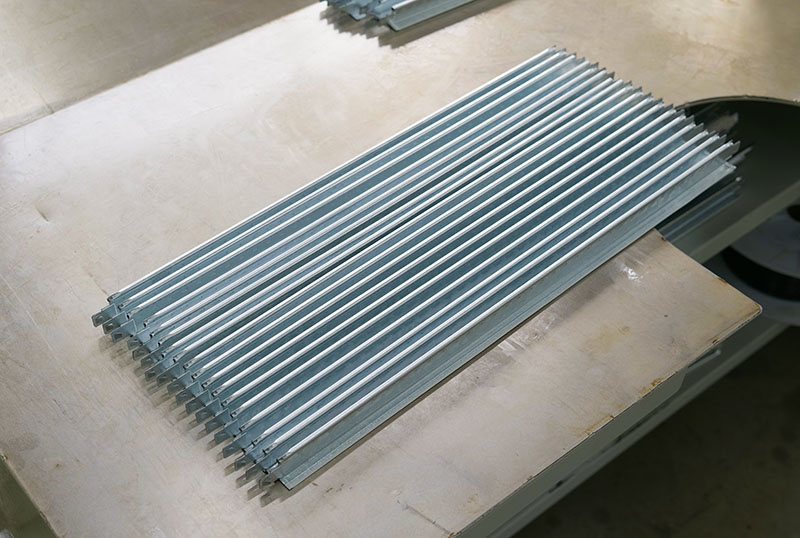
١.٢. تتراوح سرعة إنتاج قضبان T بين ٠ و٦٠ مترًا في الدقيقة. يبلغ متوسط سرعة قضبان T المتقاطعة ٣٦ مترًا في الدقيقة. في الدقيقة الواحدة، يمكن إنتاج ٦ قطع بطول ٣٦٦٠ مم (١٢ قدمًا) من القضبان الرئيسية، و٤٠ قطعة بطول ١٢٠٠ مم (٤ أقدام).
1.3. يمكن استبدال وحدات تشكيل الأسطوانة ذات المواصفات المختلفة (6) في 30 دقيقة، ويمكن إنتاج مواصفات 24X32H إذا تمت إضافة مجموعة واحدة من وحدات تشكيل الأسطوانة (6).
رسم المنتج:
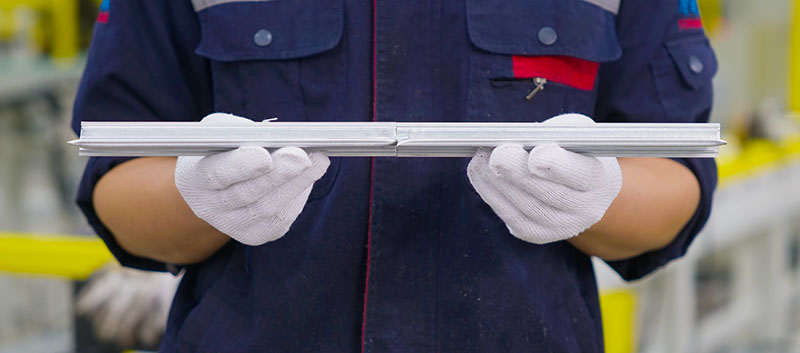
مقطع الشريط الرئيسي 38h *24*3600mm/3700mm.
مقطع شريطي متقاطع 38h*24*600/1200mm.
نحن نقوم بتصميم الماكينة وفقًا للرسم الذي أكدته.
1. جهاز فك اللفائف بمحرك مزدوج (لفائف فولاذية مطلية)
1.1. سعة التحميل: 1500 كجم*2
١.٢. مواصفات الملف: القطر الخارجي ٢٠٠٠ مم، القطر الداخلي ٥٠٨ مم. عرض ملف الفولاذ المطلي: ١٠٠ مم.
1.3. عن طريق اللف اليدوي لشد الملف
1.4. مدفوعًا بالمحرك
1.5. محرك الدفع: 1.5 كيلو وات
2. جهاز فك اللفائف بمحرك مزدوج (لفائف فولاذية مجلفنة)
2.1. سعة التحميل: 3000 كجم*2
٢.٢ مواصفات الملف: القطر الخارجي ١٥٠٠ مم، القطر الداخلي ٥٠٨ مم، العرض ١٥٠ مم.
2.3. عن طريق اللف اليدوي لشد الملف.
2.4. مدفوعًا بالمحرك
2.5. محرك الدفع: 1.5 كيلو وات

تعمل وحدات تشكيل الأسطوانة بسرعة عالية، لذلك نحتاج إلى وحدة تخزين لحماية المحرك والمخفض وإطالة عمرهما.

قوة المحرك 15 كيلو وات، العلامة التجارية هي ABB.
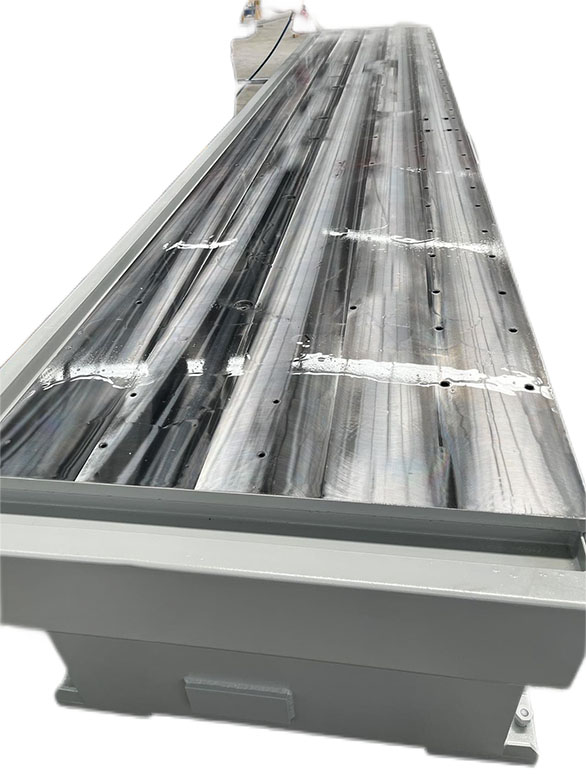
المادة الأساسية للماكينة هي الفولاذ Q345-B من خلال المعالجة الحرارية الكاملة لإزالة القوة الداخلية لضمان عمر طويل للماكينة.
تستخدم طاولة عمل الآلة معالجة CNC كبيرة الحجم لمستوى الدقة العالية، والتسامح المسطح في حدود 0.05 مم، والمساحة في حدود 0.02 مم في وحدات تشكيل الأسطوانة أو دبوس التحديد.
وحدات تشكيل الأسطوانة (COMBI) مثبتة على قاعدة الآلة. يمكن استبدال وحدات COMBI وفقًا لأحجام قضبان T المختلفة.
محطة تشكيل اللفائف 16+ 5 أسطوانات مساعدة، مادة الأسطوانة هي CR12MOV1 (SKD11) معالجة حرارية بالفراغ 58-62 HRC.
تعتمد آلة تشكيل اللفة على هيكل صندوق التروس بالكامل لإطالة عمر الآلة.
يبلغ قطر قلب العمود ∮40 مم، والمادة 40 CR عن طريق المعالجة الحرارية.
مادة إطار الجدار: Q345 - B، معالجة CNC، المعالجة الحرارية.
رقم مقعد التقويم: مجموعة واحدة، الاستخدام هو تقويم الملف الشخصي من الأعلى والأسفل، والأمام والخلف، واليسار واليمين.
سرعة خط التشكيل ٠-٨٠ متر/دقيقة. يمكن التحكم في السرعة تلقائيًا.

تستخدم قوالب التثقيب مادة SKD11 مع المعالجة الحرارية الفراغية، صلابة HRC 58–62.
قم بتثبيت 6 قطع من قوالب ثقب اللكمة.
طول القطع 3600 مم فتحات تركيب T-BAR، موصل عن طريق اللكم الهيدروليكي، يحمل الروبوت شريط T المثقوب إلى طاولة التكديس.
قوة المحرك: 15 كيلو وات، ماركة المحرك: ABB
ضغط عمل المضخة: 140 كجم التدفق الهيدروليكي: 65 لتر العلامة التجارية هي Rexroth (ألمانية)
اسطوانات زيت، الكمية: 9 قطع
البطارية: 25 لتر العلامة التجارية: OLAER (الفرنسية)
مستشعر الضغط، IFM (ألماني) الصمام الكهرومغناطيسي: Rexroth (ألماني)
العلامة التجارية للترشيح هي Parker (الولايات المتحدة الأمريكية) 10.7، يتم تبريد الزيت بالماء أو بالهواء (حسب الطلب).

العلامات التجارية PLC: MITSUBISHI (اليابان).
وحدة التحكم في القص: إيطالية (SIHUA).
قوة عاكس التردد: 15 كيلو وات العلامة التجارية: YASKAWA (اليابان)
العلامة التجارية للمرحل والقاطع: شنايدر.
واجهة الإنسان والآلة (شاشة تعمل باللمس) العلامة التجارية: KINCO، الحجم 10.4 ".
خزانة كهربائية، متصلة بسلك خارجي بواسطة القابس السريع.